

Objective
A European Aluminium smelter was looking to increase potline amperage whilst increasing gas flow from the pots and lowering filter DP.
Issue
Following an earlier failure of standard design ESB’s to meet operational targets, a trial was carried out with PrimaFlow™ technology.
Solution
Solaft designed and developed PrimaFlow™, with a revolutionary combination of proprietary filter bag, cage, and customized filtration media. The aerodynamic design allowed for lower internal gas flow resistance, reducing pressure drop along filter bag length.
Outcome
After a successful trialling, the benefits PrimaFlow™ when compared against the existing ESBs:
• Reduction in pressure drop compared to the existing compartments in operation, even at a higher gas flow.
• 32% reduction in filter DP.
• 15% increase in filter gas flow.
• 50% reduction in pulse pressure.
• 79% reduction in pulse frequency.
• The reduction in pulse air pressure and pulse cleaning frequency yielded a potential for around 75% reduction in compressed air in the GTC operation.

Objective
An Aluminium smelter in Middle East approached Solaft to find a way to lower differential pressure, fan electricity consumption and pulsing frequency in their existing installation. They were also looking for more alumina recirculation in the fume treatment plant.
Issue
The alumina refinery increased green liquor alumina-to-caustic (A/C) ratio to improve production yield, this led to an increase in scale formation during clarification. The scale is formed in clarification through mechanisms including premature hydrate and DSP crystallisation seeded on un-extracted gibbsite in the bauxite mud, and through spontaneous hydrate and DSP crystallisation with a drop in liquor temperature in locations where green liquor is retained when cooled. The scale gradually builds with each filtration cycle and eventually the filter media permeability is reduced to a point where the set point liquor flow cannot be sufficiently maintained, or the filtration cycle time becomes uneconomically short (depending on the filtration control mechanism employed).
Solution
Solaft, developed for the top section of the Kelly Filter, a custom-engineered fabric, specifically to reduce the rate of scale formation under the lid of the filter vessel. This resulted in extending the safe operating life of the filter media, minimising filter leaf removal hazards and reducing filter vessel down time. With this unique solution, the use of pneumatic tools has been eliminated, considerably reducing the hazards posed to operators.
Solaft’s Technical Team then worked with the on-site engineer to trial the newly constructed Kelly Filter.
Outcome
After a successful trial, the new Kelly Filter was put into full production. The benefits to the Alumina refinery include:
• Filter life was extended by 10-20%.
• Uptime by up to 10%.
• Invaluable improvement in worker safety.

Objective
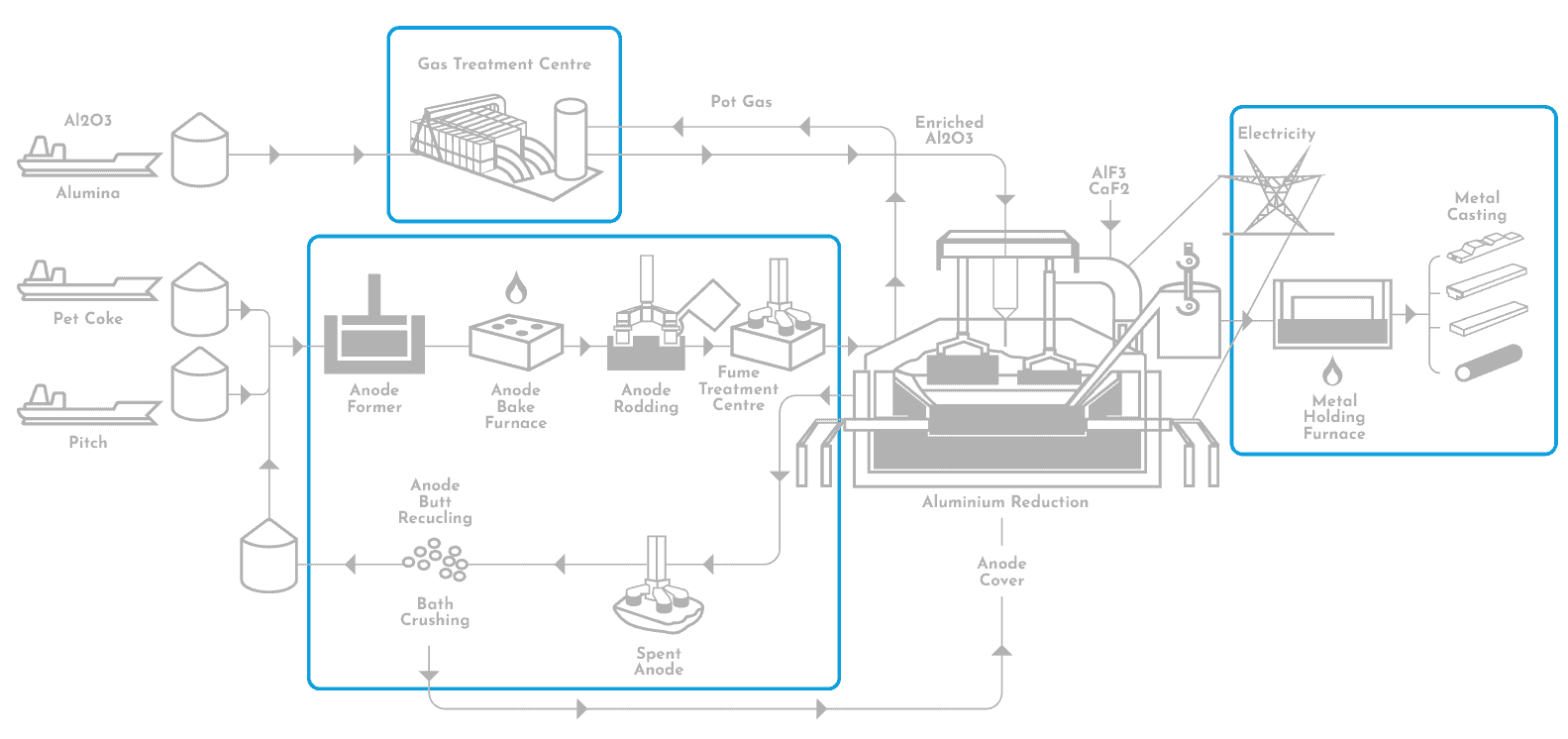
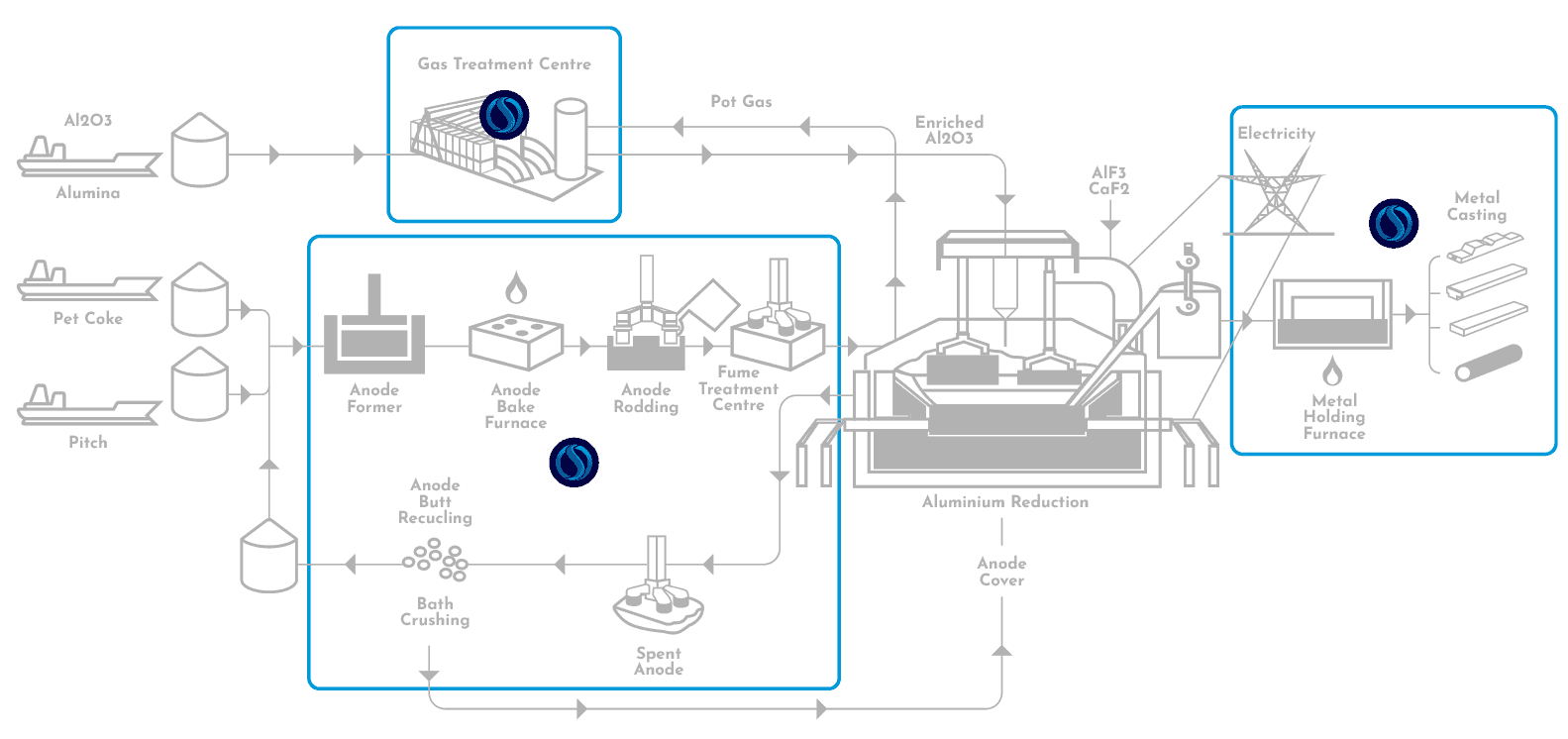
Solaft was approached by an Australian Aluminium smelter to find a way to cost effectively increase production in the GTC after upgrading their anodes, anode bake, and busbars whilst enabling compliance to emission standards.
Issue
Aluminium smelters often seek to increase production outputs through upgrading the busbars/anodes/potroom to enable increased line current.
In this case, the GTC design limited the ability to achieve these production increases. With amperage creep, the GTC inlet temperature increases and the efficiency of HF gas adsorption on alumina decreases. The reduced scrubbing efficiency resulted in higher HF gas and particulate fluoride emissions. Therefore, without upgrading the GTC, emission limits would be breached with any increase in production.
Solution
Solaft supplied StarBags™, which were installed into the existing cell plate, and cleaned with the existing cleaning system. The increased surface of the StarBags™ lowered the air-to-cloth ratio (or filter velocity in m/s) by 45%. This distributed the alumina dust cake over a much larger area, reducing filter differential pressure and pulse cleaning frequency, which dramatically lowered emissions. Following the successful deployment of StarBags™, the customer concluded that a capital upgrade of the GTC was no longer required.
Outcome
After a successful trial, the benefits to the Aluminium smelter were:
• 45% reduction in Particulate Emissions.
• 45% reduction in Gaseous HF Emissions from the GTC.
• 35% reduction in Differential Pressure.
• 50%-70% drop in Pulse Frequency.
• 20% reduction in Fan Electricity ($260K p.a. savings).
• Debottlenecked the GTC (enabled capacity creep all year round).
• Debottlenecked the process, allowing increased Metal Production without capital equipment upgrade.

Objective
Solaft was approached by a Canadian Aluminium smelter to find a way to lower electricity consumption and operating costs on-site by reducing filter bag cleaning frequency and improving GTC uptime.
Issue
The smelter had reached its limits in relation to Air-to-cloth ratio, as result it had a high pulse frequency as they struggle to maintain a constant gas flow. The higher pulsing led to increased electrical costs and shorter bag life due to wear and stress.
Solution
An extended surface filter bag, which Solaft trademarked, StarBags™ was proposed. The StarBags™ delivered an increased filtration surface area of 85% without any modifications to the cleaning system or cell plate.
Outcome
After a successful implementation and testing, the benefits to the Aluminium smelter were:
Operating Condition 1: maintained constant gas flow.
• 50% drop in Pulse Frequency ($204K p.a. savings).
• 25% reduction in Differential Pressure.
Additional benefit
• 50% reduction in Gaseous HF Emissions from the GTC.
Operating Condition 2: Increased gas flow by ~ 8%.
• Drop in Pulse Frequency with significant energy savings ($163K p.a. savings).
• Extended bag life due to less pulsing.
Additional Benefits:
• Reduced HF(g) Emissions of 0.01 kg F/t Al (stack).
• Reduced HF(g) Emissions of 0.04 kg F/t Al (roof vents).